Hemming Operation In Sheet Metal
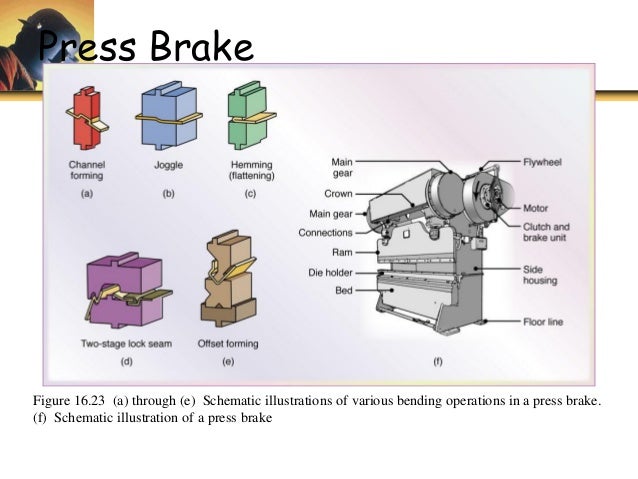
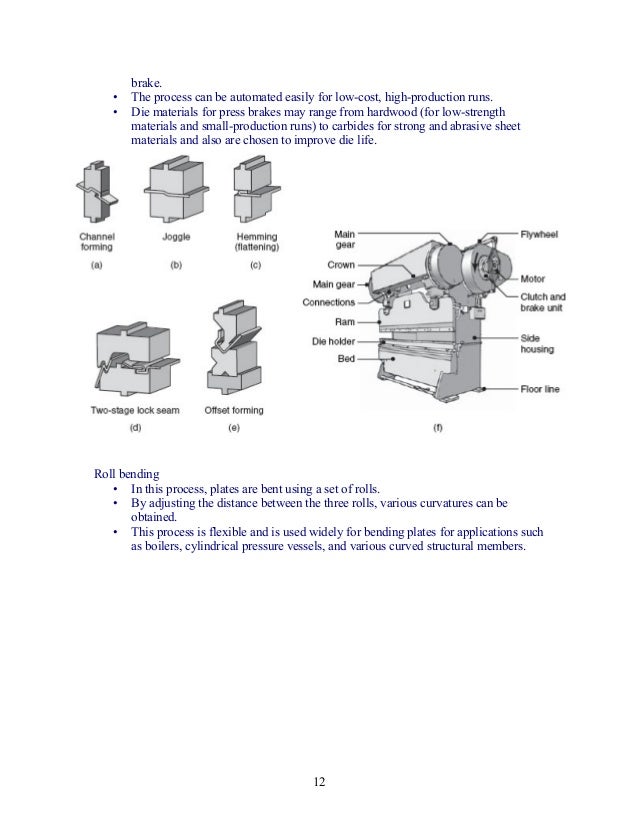
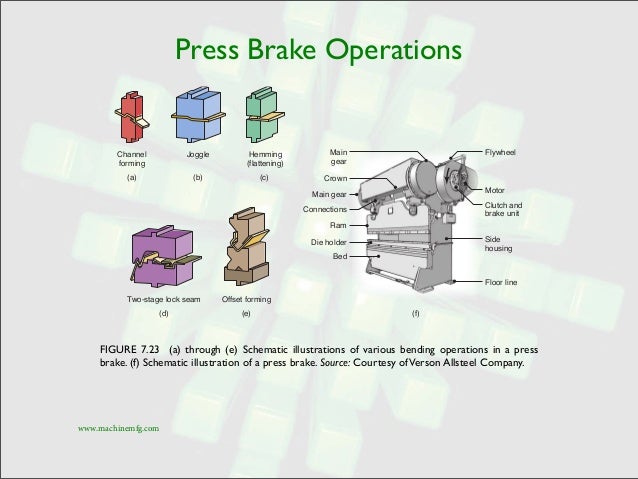
Press Brake Basics Bending Across The Hem

Hemming Process In Press Brake Youtube
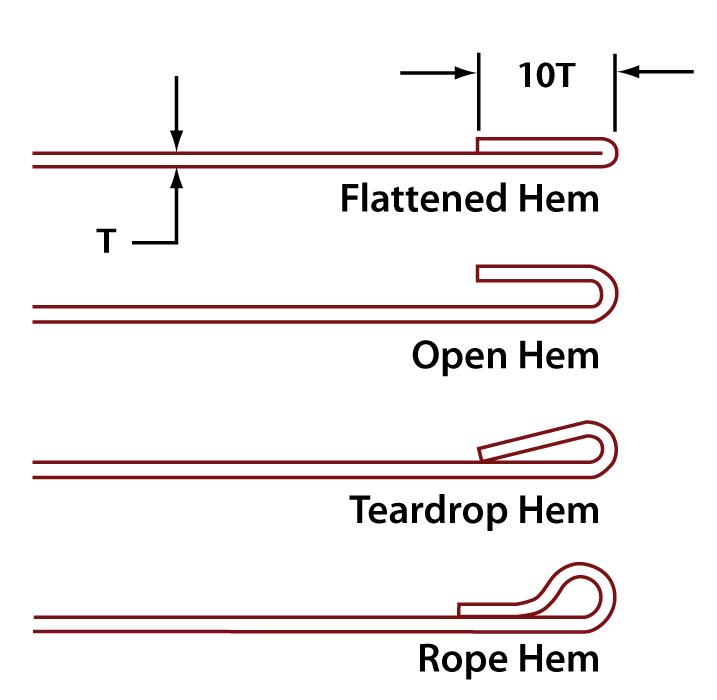
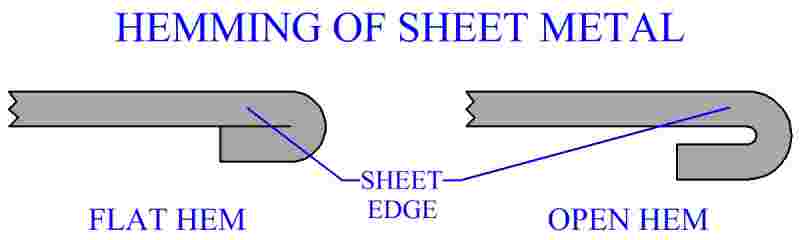
Sheet Metal Hems Sheetmetal Me
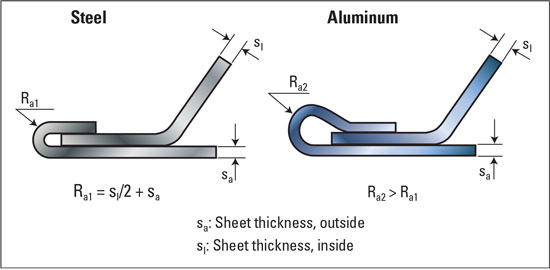
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

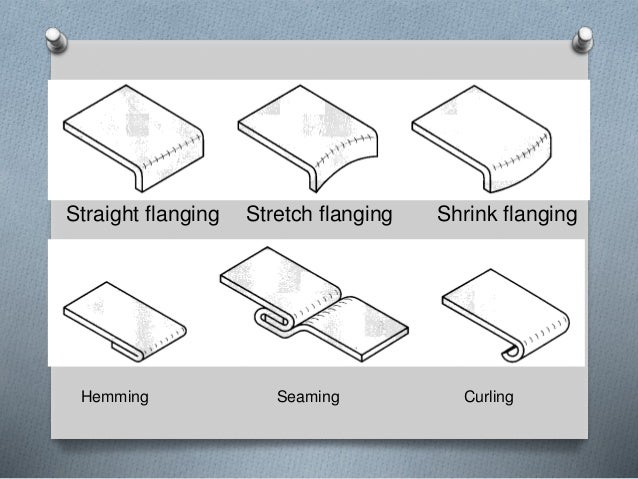
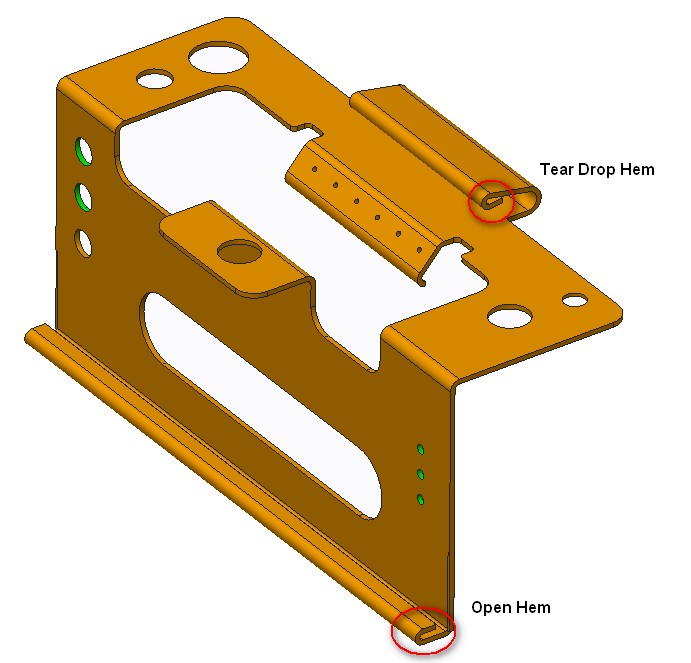
Different Types Of Hemming Ref 2 Download Scientific Diagram

Three Sequential Steps In A Hemming Process Zhang 2000 Download Scientific Diagram
Seams are commonly used in the food industry on canned goods on amusement park cars in metal roofing and in the automotive industry.
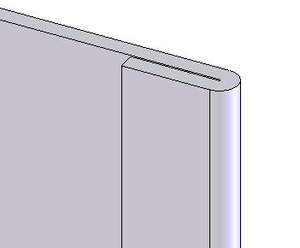
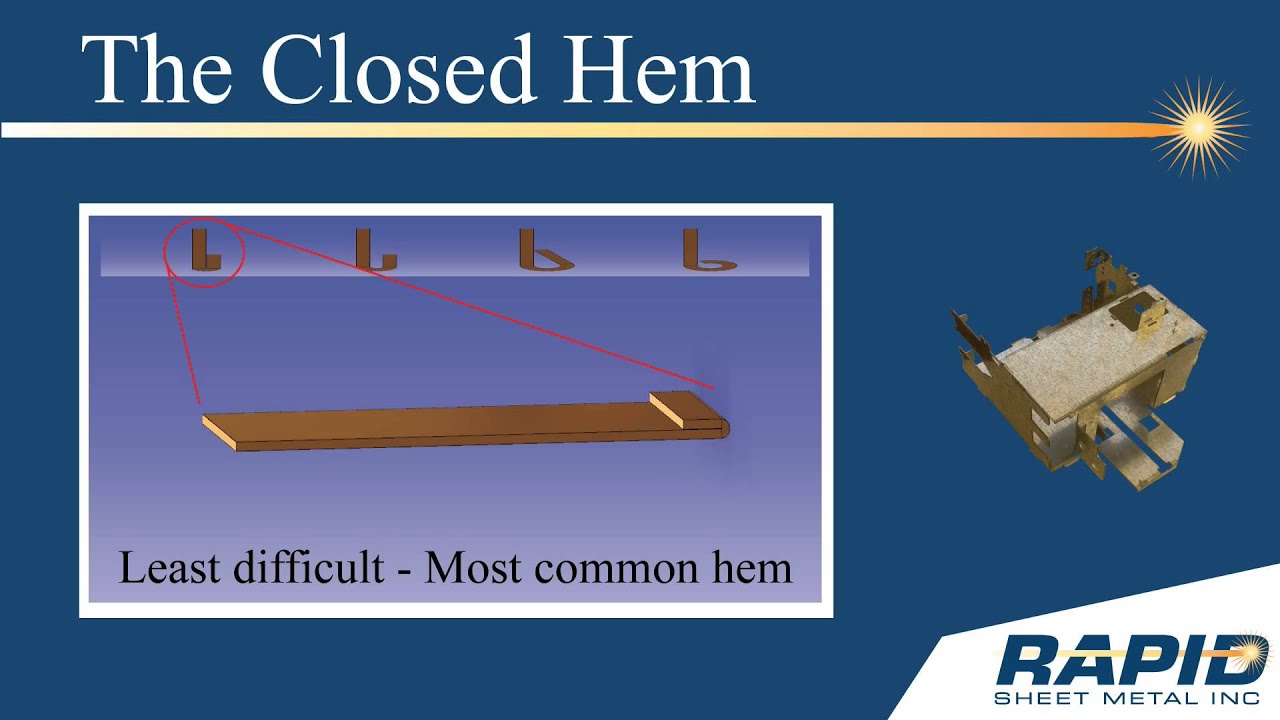
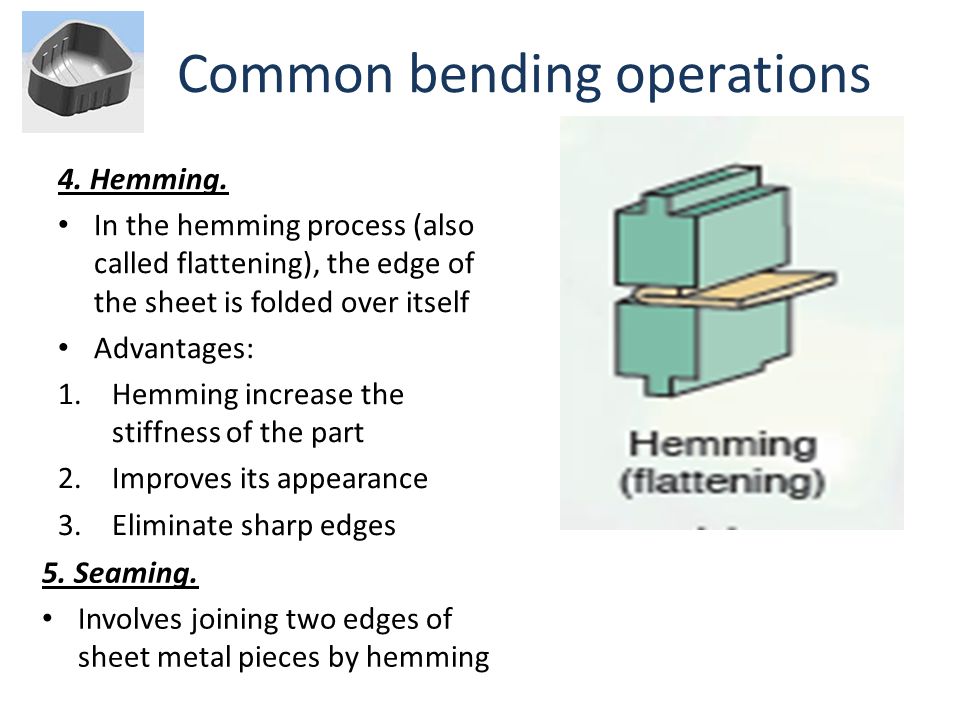
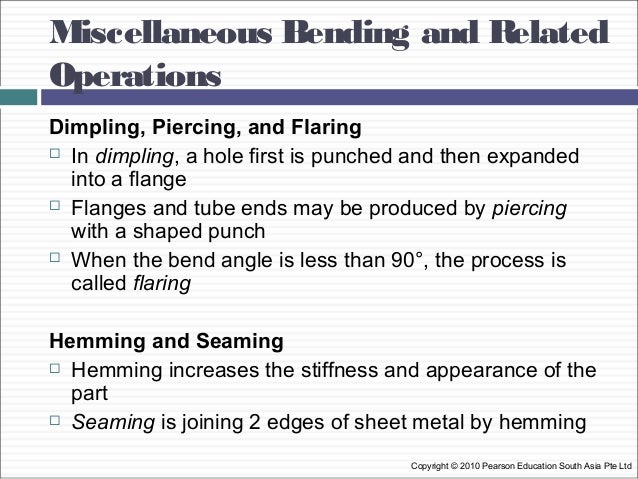
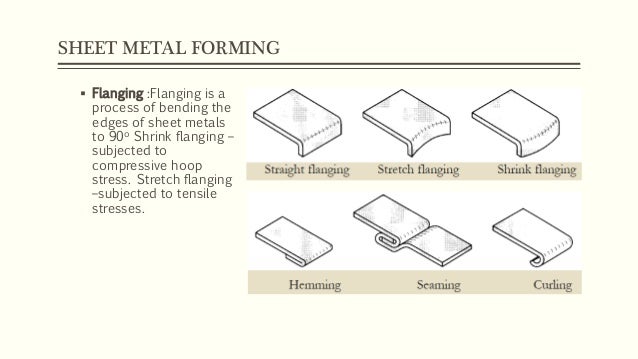
Hemming operation in sheet metal. Normally hemming operations are used to connect parts together to improve the appearance of a part and to reinforce part edges. They also increase the part s edge stiffness and improve the edges dimensional accuracy. In this process usually a sheet is bent with the help of inner sheet in three different stages. Hems do more than just eliminate sharp edges.
During this process the edge of sheet metal is folded over. Sheet metal is available in a variety of gauges. Hemming is the process in which the edge is rolled flush to itself while a seam joins the edges of two materials. Hemming is used widely in sheet metal operations.
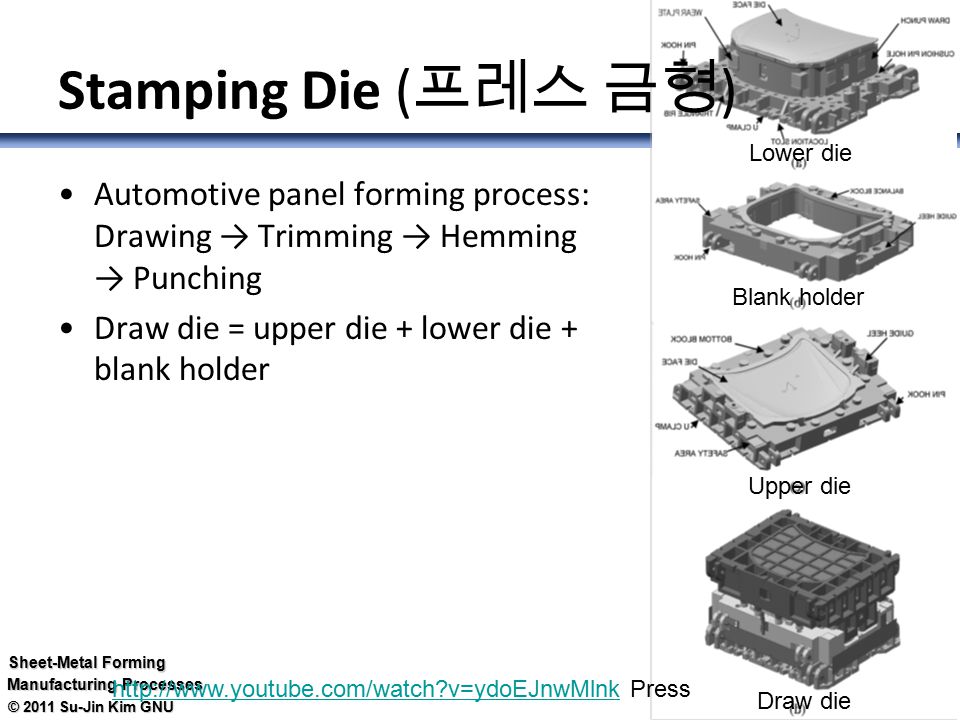
Automotive body panels and automotive parts such as deck lids trunk lids doors hoods and tailgates are formed by hemming process. In car part production hemming is used in assembly as a secondary operation after deep drawing trimming and flanging operations to join two sheet metal parts outer and inner together. When working with a brake press hems are always created in a two step process. The two newly formed layers then lie flush with each other.
Hemming is a metalworking process that involves rolling the edge of sheet metal over and onto itself essentially creating an area of two layers. Hems are commonly used to reinforce an edge hide burrs and rough edges and improve appearance. Hemming and seaming are two similar metalworking processes in which a sheet metal edge is rolled over onto itself. Hemming is a sheet metal forming process in which sheets are joined by bending it to 180.
A hem is a flange that has been bent more than 180 degrees.
Https Essay Utwente Nl 58315 1 Graduate Bjonkers Pdf
Hemming And Seaming Wikipedia
Rapid Sheet Metal Tech Tip Forming A Closed Hem Youtube
Sheet Metal Forming Process Chapter 7 Ppt Download

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Work Sheet Metal Fabrication
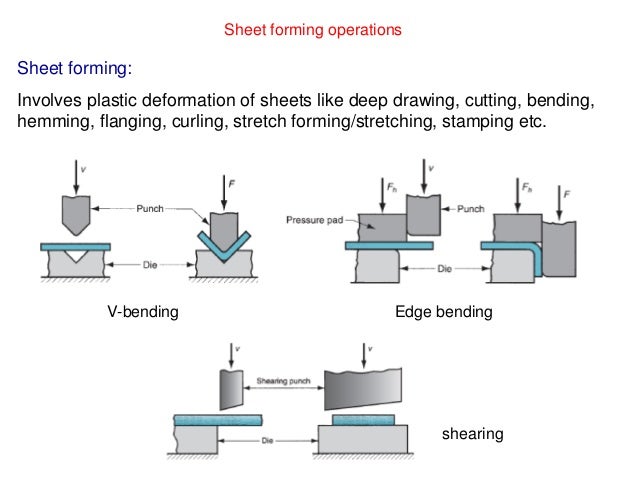
Sheet Metal Forming And Operations

Pdf Straight Hemming Of Aluminum Sheet Panels Using The Electromagnetic Forming Technology First Approach

Sheet Metal Manufacturing The Definitive Guide Blog
Nadar Ironworks Sheet Metal Bending The New Venture

Visual Quality Differences Of Hem Unions Flat Hemming Union Used Download Scientific Diagram
Sheet Metal Design Guidelines By Dfmpro
The War Room Strategy For Stamping Aluminum Metalforming Magazine Article

Sheet Metal Operation
Sheet Metal Processes
Curling Sheetmetal Me
Https Www Mdpi Com 2075 4701 10 1 81 Pdf
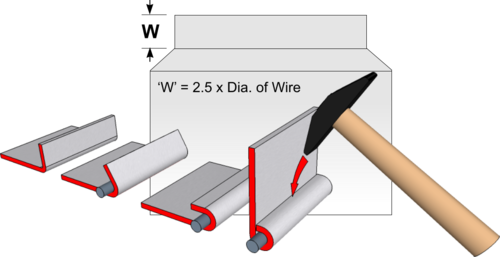
Wired Edge Dt Online
Sheet Metal Working
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfm2cl4uh Elmvyszuehk6ynhndi52dv6r6lwowh7yl Fsqqpn Usqp Cau
Http Kaizenha Com Cdn Files Manufacturing 201 Lecture 2015 Pdf
Manufacturing Processes Ppt Video Online Download

K Factor Sheetmetal Me
Metal Forming Processes Full
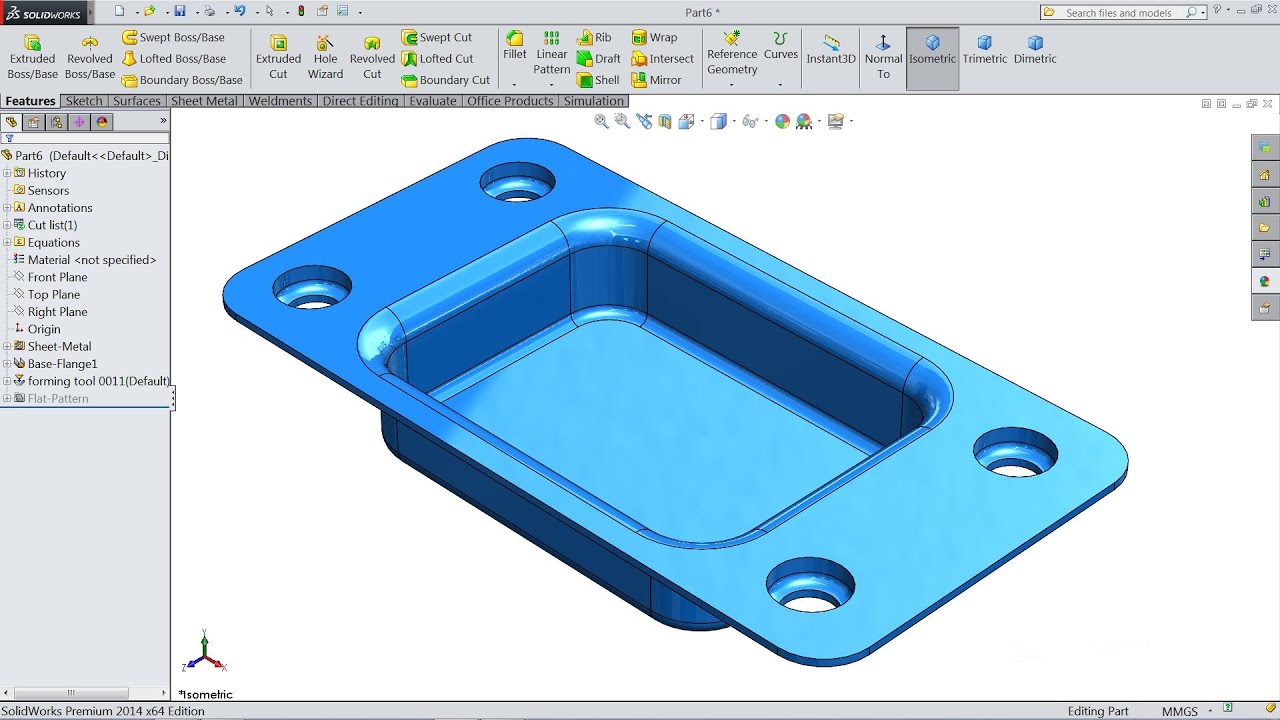
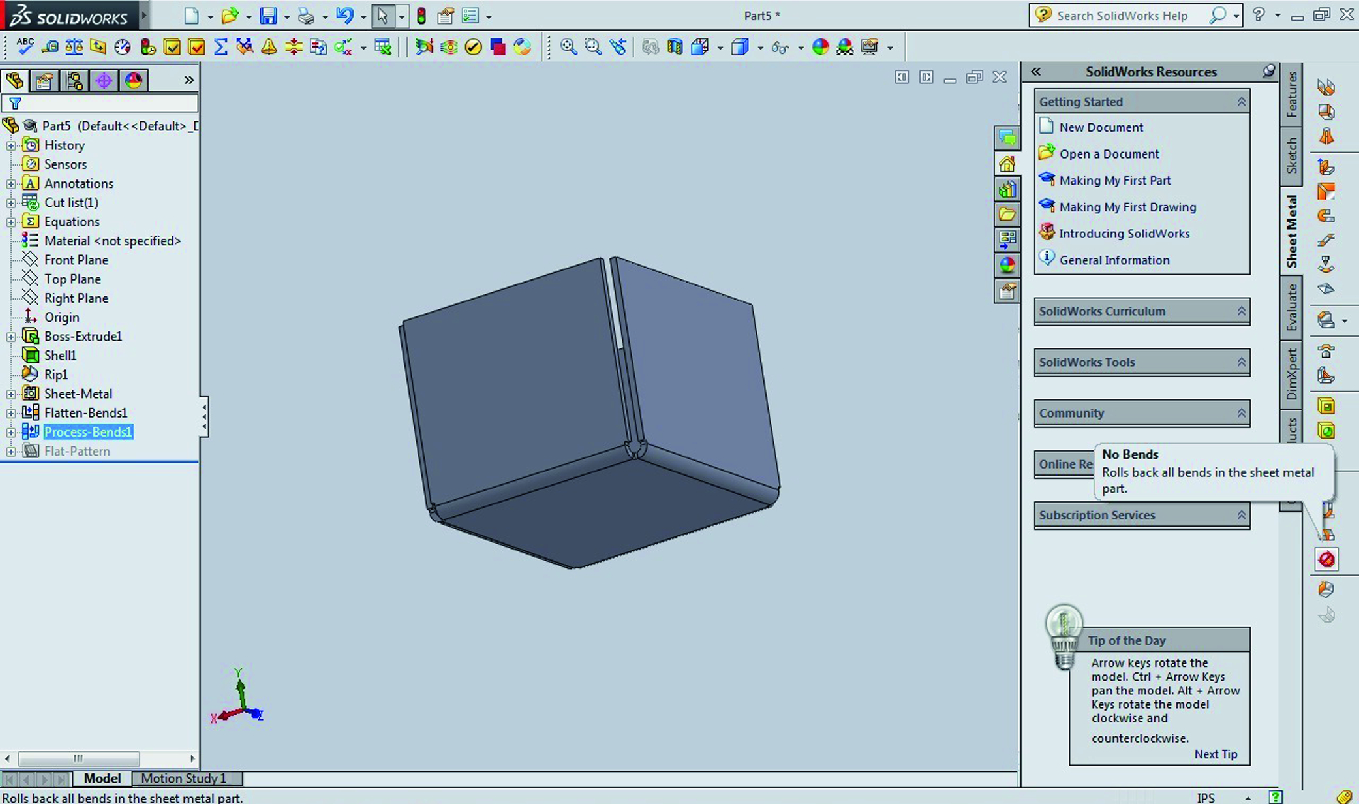
Solidworks Sheet Metal Tutorial Forming Tool Youtube

Pin On Solidworks

Metal Forming Glossary P From Advantage Fabricated Metals

Sheet Metal An Overview Sciencedirect Topics

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
U4 P4 Sheet Metal Operation
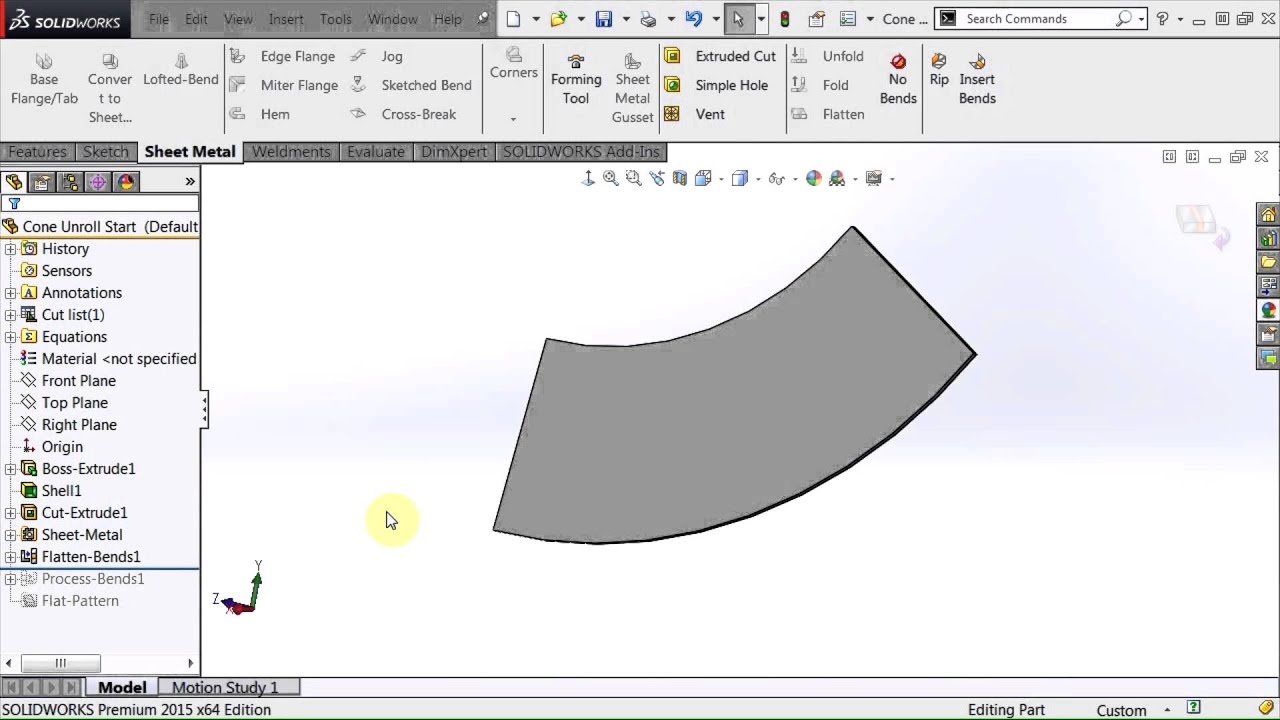
Solidworks Sheet Metal Cone Pattern Cut Youtube
Chapter5 Sheet Metal Forming
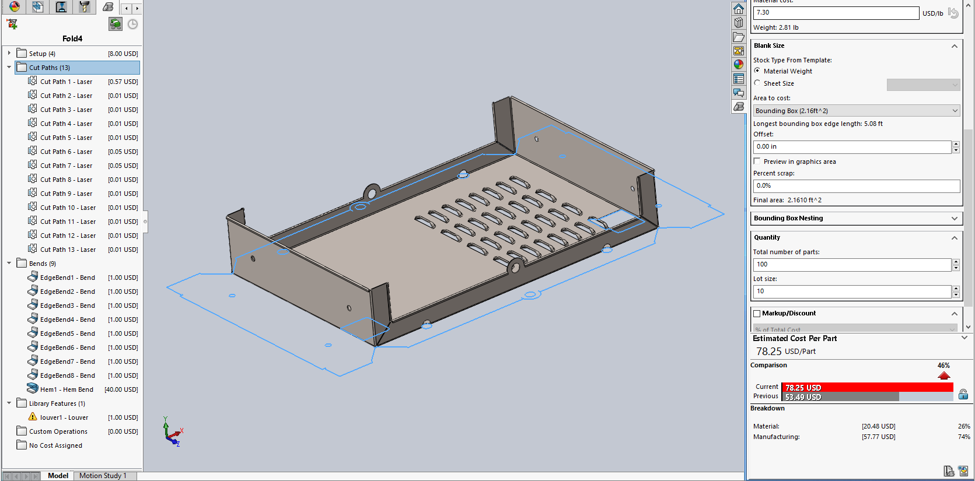
Use Existing Cad Tools For More Accurate Part Costs Cadtalk

Design For Manufacturing Curling And Hemming Sheet Metal Wirebiters
Https Library E Abb Com Public Bbda43adb9d842e2bd51d8fab636eded 9akk107045a5942 Tabletophemming Rev D Pdf
Sheet Metal Wo Rking
Advanced Features In Sheet Metal Springerlink

Solidworks Sheet Metal Design 2 Day Training Course
Sheet Metal Forming Processes

Sheet Metal Commands And Toolbars Bricsys Support And Help Center

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work
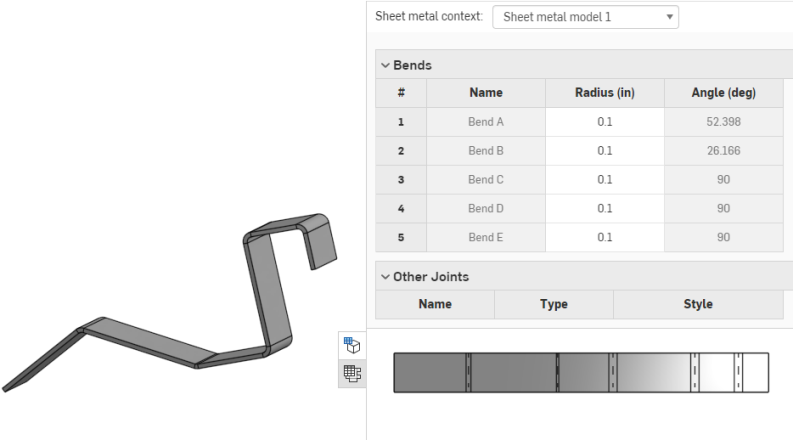
Sheet Metal Model
Solidworks Tutorial Sheet Metal Tutorial45

